18
Nov
If you’re looking for differential indexing formula in milling machine pictures information related to the differential indexing formula in milling machine keyword, you have pay a visit to the right site. Our site frequently provides you with hints for downloading the highest quality video and image content, please kindly search and find more informative video content and graphics that match your interests.
Differential Indexing Formula In Milling Machine. Which formula is used to find the gear ratio for differential indexing. Holes in the 33-hole circle. Indexing heads are usually used on the tables of milling machines but may be used on many other machine tools including drill presses grinders and boring machines. The total motion or movement of the crank in indexing is equal to its total movement in relation to the index platethat is the sum of its positive motion and its negative motion.

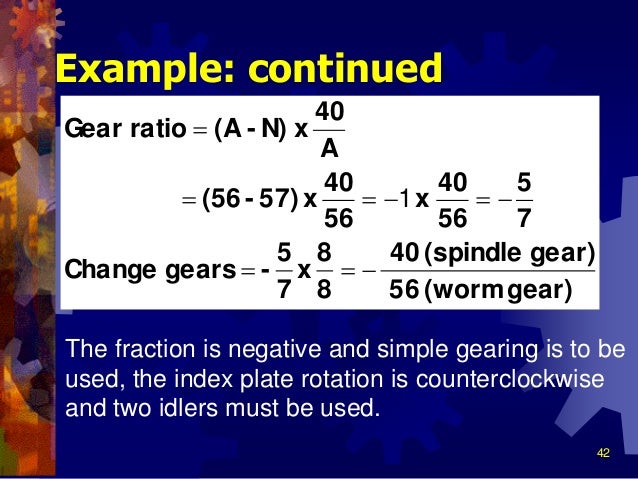
19 Turns of the crank 40 No of flats needed. We now select gears giving this ratio as 32 and 48 the 32 being the. Turn that you should rotate the index crank. That is easily and precisely rotated to preset angles or circular divisions. Indexing is done on the milling machine using a dividing head. Ii Now equating eq i and eq iiwe get G x 167x 140 166 167 G 4066 67 66 40 N available N required N available This is the generalized formula calculating the gear ratio of change gears in differential indexing mechanism.
Common jobs for a dividing head include machining the flutes of a milling. Common jobs for a dividing head include machining the flutes of a milling. X 33 40 59 22 33 22 33 2 3 displaystyle x frac left 33times 40right-left 59times 22right 33 tfrac 22 33 tfrac 2 3. Ii Now equating eq i and eq iiwe get G x 167x 140 166 167 G 4066 67 66 40 N available N required N available This is the generalized formula calculating the gear ratio of change gears in differential indexing mechanism. In simple differential indexing Figure 14-6 the gear on the worm shaft is the driver and the gear on the spindle is the driven gear. The total motion or movement of the crank in indexing is equal to its total movement in relation to the index platethat is the sum of its positive motion and its negative motion.
Previous post
Digital image processing by jayaramanNext post
Differences in beta blockers